

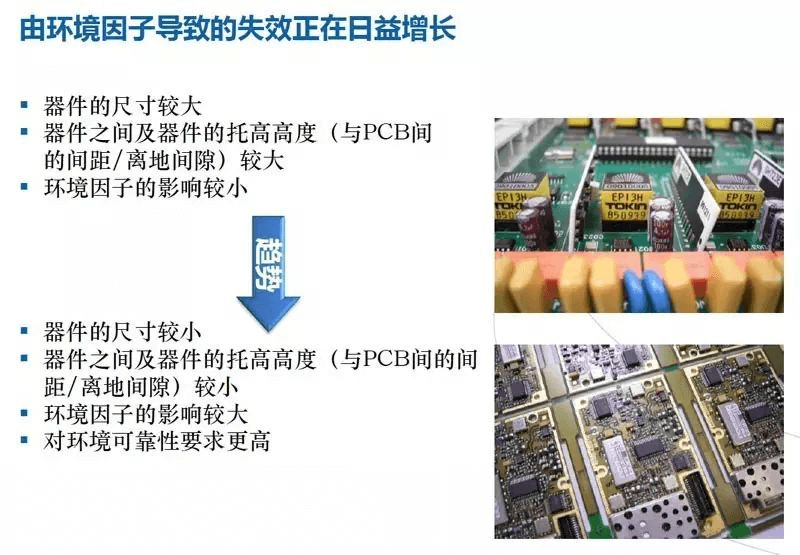
የ PCBA ክፍሎች መጠን እየቀነሰ እና እየቀነሰ ሲሄድ, መጠኑ ከፍ ያለ እና ከፍ ያለ ይሆናል; በመሳሪያዎች እና በመሳሪያዎች መካከል ያለው የድጋፍ ቁመት (በፒሲቢ እና በመሬት ማጽጃ መካከል ያለው ክፍተት) እንዲሁም ትንሽ እና ያነሰ እየሆነ መጥቷል፣ እና የአካባቢ ሁኔታዎች በ PCBA ላይ የሚያሳድሩት ተጽዕኖም እየጨመረ ነው። ስለዚህ, በ PCBA የኤሌክትሮኒክስ ምርቶች አስተማማኝነት ላይ ከፍተኛ መስፈርቶችን እናቀርባለን.
1. የአካባቢ ሁኔታዎች እና ተጽእኖዎቻቸው
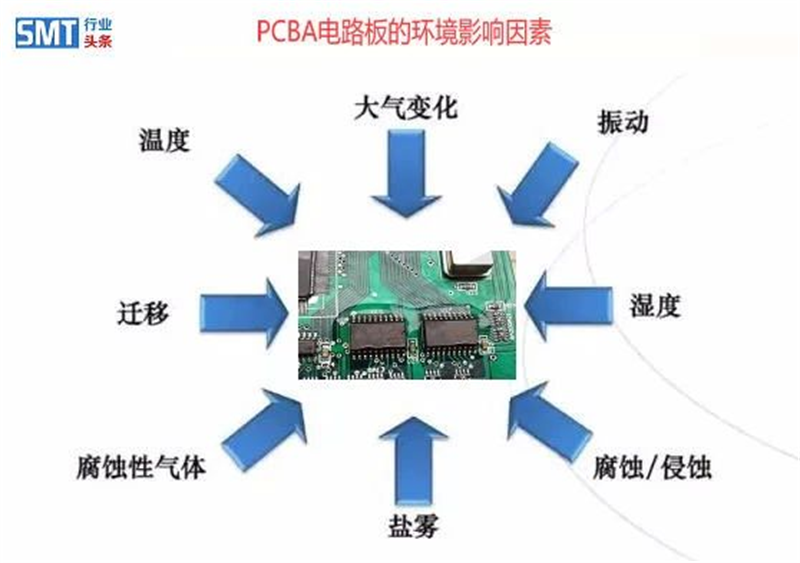
እንደ እርጥበት፣ አቧራ፣ ጨው የሚረጭ፣ ሻጋታ፣ወዘተ ያሉ የተለመዱ የአካባቢ ሁኔታዎች PCBA የተለያዩ ውድቀቶችን ሊያስከትሉ ይችላሉ።
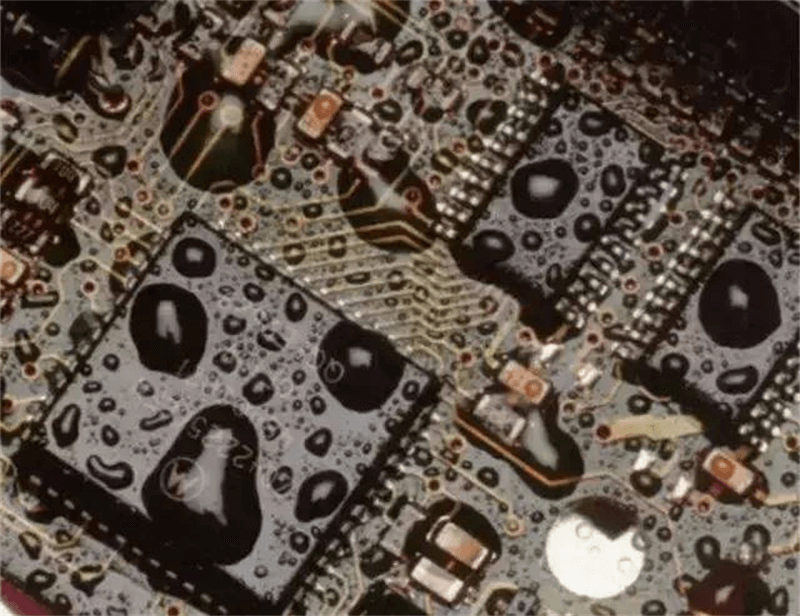
እርጥበት
በውጫዊ አካባቢ ውስጥ ያሉ ሁሉም የኤሌክትሮኒክስ ፒሲቢ ክፍሎች ማለት ይቻላል የዝገት አደጋ ላይ ናቸው ፣ ከእነዚህም መካከል ውሃ ለዝገት በጣም አስፈላጊው መካከለኛ ነው። የውሃ ሞለኪውሎች የአንዳንድ ፖሊመር ቁሳቁሶች ጥልፍልፍ ሞለኪውላዊ ክፍተት ውስጥ ዘልቀው ወደ ውስጥ ገብተው ወደ ውስጠኛው ክፍል ገብተው ወይም ከስር ያለው ብረት በሽፋኑ ፒንሆል በኩል በመድረስ ዝገትን ለመፍጠር በቂ ትንሽ ናቸው። ከባቢ አየር የተወሰነ የእርጥበት መጠን ላይ ሲደርስ ፒሲቢ ኤሌክትሮኬሚካላዊ ፍልሰት፣ የውሃ ፍሰትን እና የሲግናል መዛባትን በከፍተኛ ድግግሞሽ ወረዳ ውስጥ ሊያስከትል ይችላል።
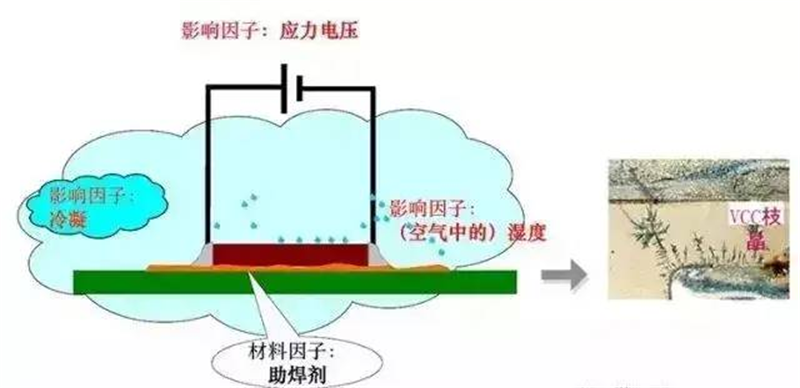
እንፋሎት/እርጥበት + አዮኒክ ብከላዎች (ጨው፣ ፍሎክስ አክቲቭ ኤጀንቶች) = የሚመሩ ኤሌክትሮላይቶች + የጭንቀት ቮልቴጅ = ኤሌክትሮኬሚካል ፍልሰት
በከባቢ አየር ውስጥ ያለው RH 80% ሲደርስ, ከ 5 ~ 20 ሞለኪውሎች ውፍረት ያለው የውሃ ፊልም ይኖራል, እና ሁሉም ዓይነት ሞለኪውሎች በነፃነት ሊንቀሳቀሱ ይችላሉ. ካርቦን በሚኖርበት ጊዜ ኤሌክትሮኬሚካላዊ ምላሾች ሊከሰቱ ይችላሉ.
RH 60% ሲደርስ የመሣሪያው ወለል ንጣፍ 2 ~ 4 የውሃ ሞለኪውሎች ወፍራም የውሃ ፊልም ይፈጥራል ፣ ብክለት በሚኖርበት ጊዜ ኬሚካዊ ግብረመልሶች ይኖራሉ ።
RH <20% በከባቢ አየር ውስጥ ሲሆኑ ሁሉም ማለት ይቻላል የዝገት ክስተቶች ይቆማሉ።
ስለዚህ የእርጥበት መከላከያ የምርት ጥበቃ አስፈላጊ አካል ነው.
ለኤሌክትሮኒካዊ መሳሪያዎች, እርጥበት በሶስት ዓይነቶች ይመጣል: ዝናብ, ኮንደንስ እና የውሃ ትነት. ውሃ ብረትን የሚበክሉ ብስባሽ አየኖች በብዛት የሚሟሟ ኤሌክትሮላይት ነው። የመሳሪያው የተወሰነ ክፍል የሙቀት መጠን ከ "ጤዛ ነጥብ" (የሙቀት መጠን) በታች ሲሆን በላዩ ላይ ኮንደንስ ይኖራል: መዋቅራዊ ክፍሎች ወይም PCBA.
አቧራ
በከባቢ አየር ውስጥ አቧራ አለ ፣ አቧራ የተሟጠጠ አዮን ብክለት በኤሌክትሮኒክስ ዕቃዎች ውስጠኛ ክፍል ውስጥ ይቀመጣል እና ውድቀት ያስከትላል። ይህ በመስክ ላይ የኤሌክትሮኒክስ ብልሽቶች የተለመደ ችግር ነው.
አቧራ በሁለት ይከፈላልሻካራ አቧራ ከ 2.5 ~ 15 ማይክሮን ያልተስተካከለ ቅንጣቶች ዲያሜትር ነው ፣ በአጠቃላይ ስህተትን ፣ ቅስት እና ሌሎች ችግሮችን አያስከትልም ፣ ግን የግንኙነት ግንኙነትን ይነካል ። ጥሩ አቧራ ከ 2.5 ማይክሮን ያነሰ ዲያሜትር ያላቸው መደበኛ ያልሆኑ ቅንጣቶች ናቸው. ጥሩ አቧራ በ PCBA (ቬኒየር) ላይ የተወሰነ ማጣበቂያ አለው, እሱም በፀረ-ስታቲክ ብሩሽ ብቻ ሊወገድ ይችላል.
የአቧራ አደጋዎች: ሀ. በ PCBA ወለል ላይ በአቧራ መስተካከል ምክንያት ኤሌክትሮኬሚካላዊ ዝገት ይፈጠራል, እና የውድቀቱ መጠን ይጨምራል; ለ. አቧራ + እርጥበታማ ሙቀት + የጨው ጭጋግ በ PCBA ላይ ከፍተኛ ጉዳት ያደረሰ ሲሆን የኤሌክትሮኒክስ መሳሪያዎች ብልሽት በኬሚካል ኢንዱስትሪ እና በማዕድን ማውጫው አካባቢ በባህር ዳርቻ አቅራቢያ, በረሃ (የጨው-አልካሊ መሬት) እና በዋጋ እና በዝናብ ወቅት ከሁዋይ ወንዝ በስተደቡብ ላይ ከፍተኛ ጉዳት አድርሷል.
ስለዚህ የአቧራ መከላከያ የምርቱ አስፈላጊ አካል ነው.
ጨው ይረጫል
የጨው መርጨት መፈጠር;የጨው ርጭት በተፈጥሮ ምክንያቶች እንደ ውቅያኖስ ሞገድ, ማዕበል, የከባቢ አየር ዝውውር (የዝናብ) ግፊት, የፀሐይ ብርሃን እና የመሳሰሉት ናቸው. በነፋስ ወደ ውስጥ ይንጠባጠባል, እና ትኩረቱ ከባህር ዳርቻው ርቀት ጋር ይቀንሳል. ብዙውን ጊዜ የጨው ርጭት ክምችት ከባህር ዳርቻ 1 ኪ.ሜ ርቀት ላይ በሚሆንበት ጊዜ የባህር ዳርቻው 1% ነው (ነገር ግን በአውሎ ነፋሱ ጊዜ የበለጠ ይነፋል)።
የጨው መርጨት ጎጂነት;ሀ. የብረት መዋቅራዊ ክፍሎችን ሽፋን ማበላሸት; ለ. የኤሌክትሮኬሚካላዊ ዝገት ፍጥነትን ማፋጠን የብረት ሽቦዎችን መሰባበር እና የአካል ክፍሎችን አለመሳካት ያስከትላል።
ተመሳሳይ የዝገት ምንጮች:ሀ. የእጅ ላብ ጨው፣ ዩሪያ፣ ላቲክ አሲድ እና ሌሎች ኬሚካሎችን በውስጡ የያዘ ሲሆን እነዚህም በኤሌክትሮኒካዊ መሳሪያዎች ላይ ልክ እንደ ጨው የሚረጭ ጎጂ ውጤት አላቸው። ስለዚህ, ጓንቶች በሚሰበሰቡበት ወይም በሚጠቀሙበት ጊዜ መደረግ አለባቸው, እና ሽፋኑ በባዶ እጆች መንካት የለበትም; ለ. በፍሰቱ ውስጥ halogens እና acids አሉ፣ እነሱም ማጽዳት አለባቸው እና የቀረውን ትኩረታቸውን መቆጣጠር አለባቸው።
ስለዚህ የጨው ርጭት መከላከል የምርቶች ጥበቃ አስፈላጊ አካል ነው.
ሻጋታ
ሻጋታ፣ የፍላሜንትስ ፈንገሶች የተለመደ ስም ማለት “ሻጋታ ፈንገሶች” ማለት ሲሆን ቅንጡ ማይሲሊየም ይፈጥራሉ፣ ነገር ግን እንደ እንጉዳይ ያሉ ትላልቅ የፍራፍሬ አካላትን አያፈሩም። እርጥበታማ እና ሞቃታማ ቦታዎች ላይ፣ ብዙ እቃዎች እርቃናቸውን ዓይን ላይ የሚበቅሉት አንዳንድ ደብዛዛ፣ ተንሳፋፊ ወይም የሸረሪት ድር ቅርጽ ያላቸው ቅኝ ግዛቶች ማለትም ሻጋታ ነው።
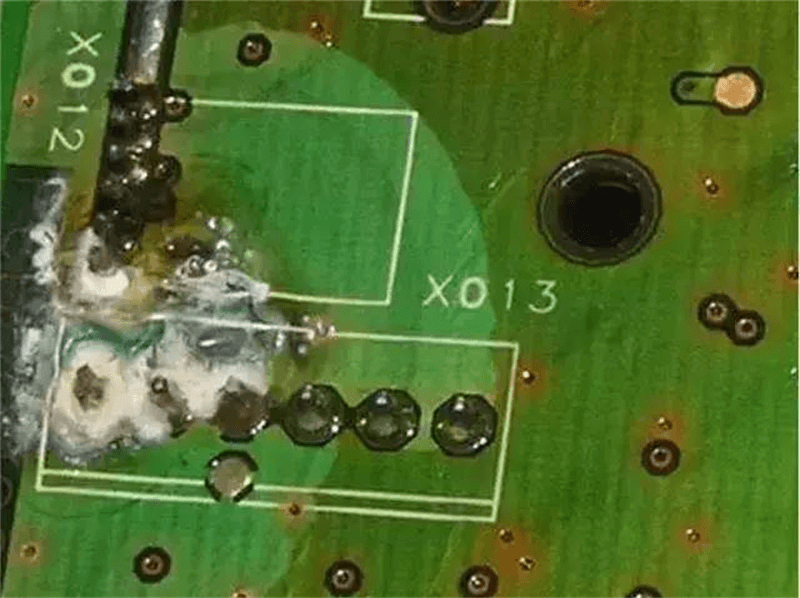
ምስል 5: PCB ሻጋታ ክስተት
የሻጋታ ጉዳት: ሀ. ሻጋታ phagocytosis እና ማባዛት የኦርጋኒክ ቁሳቁሶችን ሽፋን መቀነስ, መጎዳት እና አለመሳካት; ለ. የሻጋታ (metabolites) ኦርጋኒክ አሲዶች (ኦርጋኒክ አሲዶች) ናቸው, ይህም መከላከያውን እና የኤሌክትሪክ ጥንካሬን እና የኤሌክትሪክ ቅስትን ያመነጫል.
ስለዚህ ፀረ-ሻጋታ የመከላከያ ምርቶች አስፈላጊ አካል ነው.
ከላይ የተጠቀሱትን ገጽታዎች ግምት ውስጥ በማስገባት የምርቱን አስተማማኝነት በተሻለ ሁኔታ መረጋገጥ አለበት, በተቻለ መጠን ከውጫዊው አካባቢ ተለይቶ መቀመጥ አለበት, ስለዚህ የቅርጽ ሽፋን ሂደት ገብቷል.
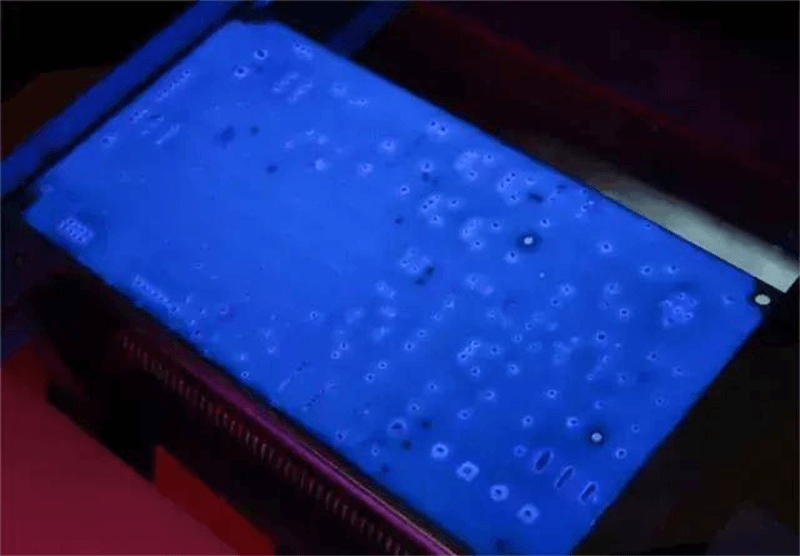
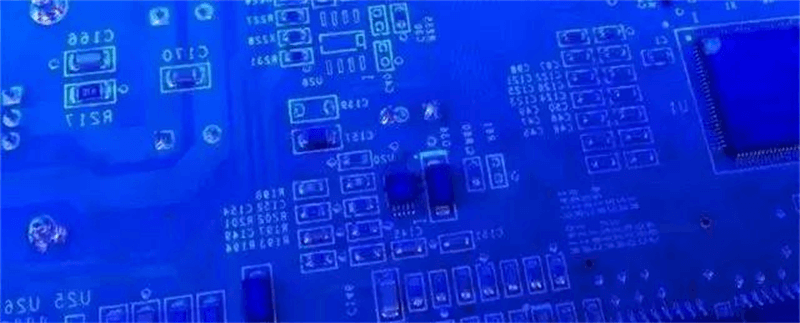
ከሽፋን ሂደት በኋላ PCBን መሸፈን ፣ በሐምራዊው መብራት ተኩስ ውጤት ስር ፣ የመጀመሪያው ሽፋን በጣም ቆንጆ ሊሆን ይችላል!
ሶስት ፀረ-ቀለም ሽፋንበ PCB ገጽ ላይ ቀጭን መከላከያ መከላከያ ሽፋን መሸፈንን ያመለክታል. በአሁኑ ጊዜ በብዛት ጥቅም ላይ የሚውለው የድህረ-ብየዳ ሽፋን ዘዴ ነው፣ አንዳንዴም የወለል ሽፋን እና ኮንፎርማል ሽፋን (የእንግሊዘኛ ስም፡ ሽፋን፣ ኮንፎርማል ሽፋን) ይባላል። ሚስጥራዊነት ያላቸው የኤሌክትሮኒክስ ክፍሎችን ከአስቸጋሪው አካባቢ ይለያል፣ የኤሌክትሮኒክስ ምርቶችን ደህንነት እና አስተማማኝነት በእጅጉ ያሻሽላል እንዲሁም የምርቶችን የአገልግሎት ዘመን ያራዝመዋል። ሶስት ፀረ-ቀለም ሽፋን የወረዳ/አካላትን ከአካባቢያዊ ሁኔታዎች እንደ እርጥበት ፣ ብክለት ፣ ዝገት ፣ ጭንቀት ፣ ድንጋጤ ፣ ሜካኒካል ንዝረት እና የሙቀት ዑደት ሊከላከለው ይችላል ፣ ይህም የምርቱን መካኒካል ጥንካሬ እና መከላከያ ባህሪዎችን ያሻሽላል።
PCB ሽፋን ሂደት በኋላ, ላይ ላዩን ላይ ግልጽ መከላከያ ፊልም መፍጠር, ውጤታማ ውሃ እና እርጥበት ጣልቃ ለመከላከል, መፍሰስ እና አጭር የወረዳ ማስወገድ ይችላሉ.
2. የሽፋን ሂደት ዋና ዋና ነጥቦች
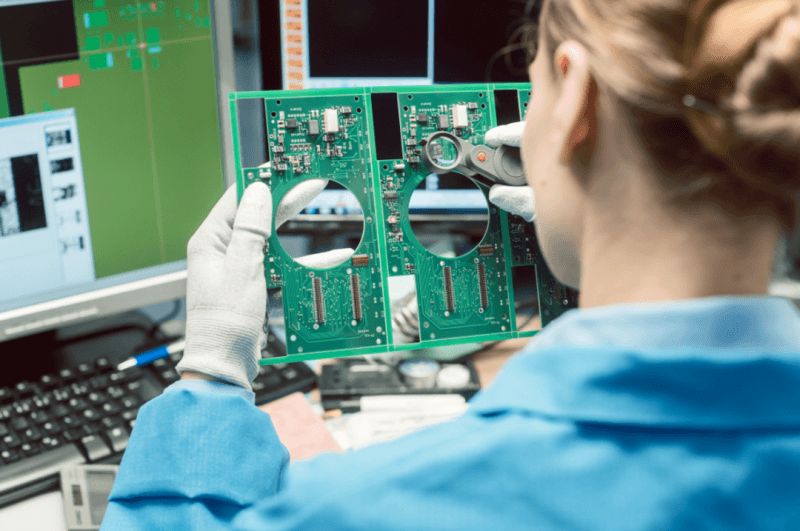
በ IPC-A-610E (የኤሌክትሮኒክስ መሰብሰቢያ የሙከራ ደረጃ) መስፈርቶች መሰረት, በዋነኛነት በሚከተሉት ገጽታዎች ይንጸባረቃል.
ክልል
1. መሸፈን የማይችሉ ቦታዎች፡-
የኤሌክትሪክ ግንኙነቶችን የሚጠይቁ ቦታዎች, እንደ የወርቅ ንጣፎች, የወርቅ ጣቶች, የብረት ቀዳዳዎች, የፈተና ቀዳዳዎች;
ባትሪዎች እና ባትሪዎች ማስተካከያዎች;
ማገናኛ;
ፊውዝ እና መያዣ;
የሙቀት ማከፋፈያ መሳሪያ;
የጃምፐር ሽቦ;
የኦፕቲካል መሳሪያ ሌንስ;
ፖታቲሞሜትር;
ዳሳሽ;
የታሸገ ማብሪያ / ማጥፊያ የለም;
መሸፈኛ በአፈጻጸም ወይም በአሠራር ላይ ተጽዕኖ ሊያሳድር የሚችልባቸው ሌሎች ቦታዎች።
2. መሸፈን ያለባቸው ቦታዎችሁሉም solder መገጣጠሚያዎች, ካስማዎች, ክፍሎች እና conductors.
3. አማራጭ ቦታዎች
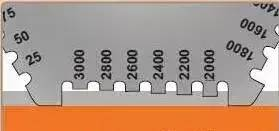
ውፍረት
ውፍረት የሚለካው ጠፍጣፋ ፣ ያልተደናቀፈ ፣ የታተመ የወረዳ አካል ወይም በተጣበቀ ሳህን ላይ ነው ፣ ይህም ሂደቱን ከክፍሉ ጋር ያካሂዳል። የተጣበቁ ሰሌዳዎች ልክ እንደ ብረት ወይም መስታወት ያሉ ከታተመ ሰሌዳዎች ወይም ሌሎች ያልተቦረቁ ቁሳቁሶች ጋር ተመሳሳይ ሊሆኑ ይችላሉ. በእርጥብ እና በደረቁ የፊልም ውፍረት መካከል የተመዘገበ የልወጣ ግንኙነት እስካለ ድረስ የእርጥብ ፊልም ውፍረት መለካት እንደ አማራጭ የቅብ ውፍረት መለኪያ ዘዴ መጠቀም ይቻላል።

ሠንጠረዥ 1: ለእያንዳንዱ ዓይነት ሽፋን ቁሳቁስ ውፍረት ደረጃ
ውፍረት የሙከራ ዘዴ:
1.ደረቅ ፊልም ውፍረት መለኪያ መሳሪያ: ማይክሮሜትር (አይፒሲ-ሲሲ-830ቢ); ለ ደረቅ ፊልም ውፍረት ሞካሪ (የብረት መሠረት)
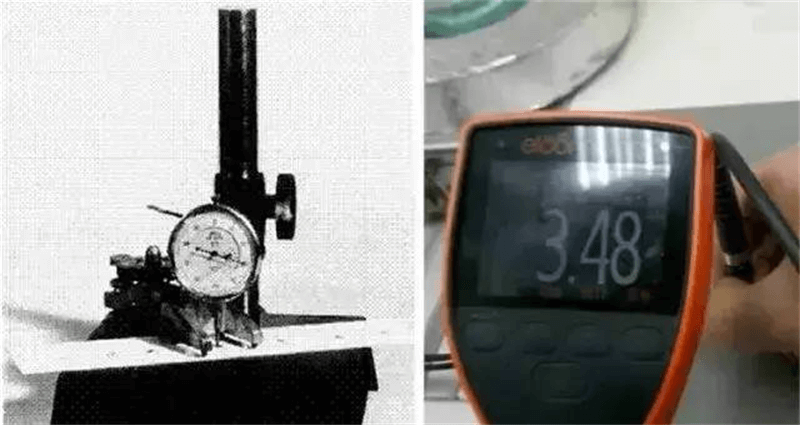
ምስል 9. ማይክሮሜትር ደረቅ ፊልም መሳሪያ
2. እርጥብ የፊልም ውፍረት መለካት-የእርጥብ ፊልም ውፍረት በእርጥብ ፊልም ውፍረት መለኪያ መሳሪያ ሊገኝ ይችላል, ከዚያም በማጣበቂያው ጠንካራ ይዘት መጠን ይሰላል.
ደረቅ ፊልም ውፍረት
በ FIG ውስጥ 10, እርጥብ የፊልም ውፍረት በእርጥብ ፊልም ውፍረት ሞካሪ ተገኝቷል, ከዚያም የደረቁ የፊልም ውፍረት ይሰላል.
የጠርዝ ጥራት
ፍቺ: በተለመደው ሁኔታ ውስጥ, ከመስመር ጠርዝ ላይ የሚረጭ የቫልቭ ቫልቭ በጣም ቀጥተኛ አይሆንም, ሁልጊዜም የተወሰነ ቡር ይኖራል. የቡሩን ስፋት እንደ ጠርዝ መፍታት እንገልፃለን. ከታች እንደሚታየው, d መጠን የጠርዝ መፍታት ዋጋ ነው.
ማሳሰቢያ: የጠርዝ ጥራት በእርግጠኝነት ትንሽ ነው, ነገር ግን የተለያዩ የደንበኞች መስፈርቶች አንድ አይነት አይደሉም, ስለዚህ የደንበኞችን መስፈርቶች እስከሚያሟሉ ድረስ ልዩ የተሸፈነ የጠርዝ ጥራት.

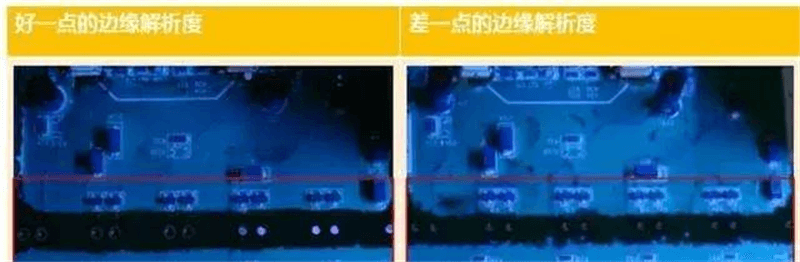
ምስል 11፡ የጠርዝ ጥራት ንጽጽር
ወጥነት
ሙጫ ልክ እንደ አንድ አይነት ውፍረት እና ለስላሳ እና ግልጽነት ያለው ፊልም በምርቱ ውስጥ የተሸፈነ መሆን አለበት, አጽንዖቱ ከአካባቢው በላይ ባለው ምርት ውስጥ በተሸፈነው ሙጫ ተመሳሳይነት ላይ ነው, ከዚያም, ተመሳሳይ ውፍረት ያለው መሆን አለበት, ምንም የሂደት ችግሮች የሉም: ስንጥቆች, መለጠፊያ, ብርቱካንማ መስመሮች, ብክለት, የካፒታል ክስተት, አረፋዎች.
ምስል 12: Axial አውቶማቲክ AC ተከታታይ አውቶማቲክ ሽፋን ማሽን ሽፋን ውጤት, ተመሳሳይነት በጣም ወጥነት ያለው ነው
3. የሽፋን ሂደትን መገንዘብ
የሽፋን ሂደት
1 አዘጋጅ
ምርቶችን እና ሙጫዎችን እና ሌሎች አስፈላጊ ነገሮችን ያዘጋጁ;
የአካባቢ ጥበቃ ቦታን ይወስኑ;
የቁልፍ ሂደት ዝርዝሮችን ይወስኑ
2: መታጠብ
ብየዳ በኋላ በአጭር ጊዜ ውስጥ መጽዳት አለበት, ብየዳ ቆሻሻ ለማጽዳት አስቸጋሪ ነው ለመከላከል;
ተገቢውን የጽዳት ወኪል ለመምረጥ ዋናው ብክለት የዋልታ ወይም የዋልታ ያልሆነ መሆኑን ይወስኑ;
የአልኮሆል ማጽጃ ወኪል ጥቅም ላይ ከዋለ ለደህንነት ጉዳዮች ትኩረት መስጠት አለበት-ከታጠበ በኋላ ጥሩ የአየር ማናፈሻ እና የማቀዝቀዝ እና የማድረቅ ሂደት ህጎች መኖር አለባቸው ፣ በምድጃው ውስጥ በሚፈነዳ ፍንዳታ ምክንያት የሚቀረውን የሟሟ ተለዋዋጭነት ለመከላከል;
የውሃ ማጽጃ, በአልካላይን ማጽጃ ፈሳሽ (emulsion) ፍሰቱን ለማጠብ, ከዚያም በንጹህ ውሃ በማጠብ የንጽሕና መመዘኛዎችን ለማሟላት;
3. የመሸፈኛ መከላከያ (ምንም የሚመርጥ የማቀፊያ መሳሪያ ጥቅም ላይ ካልዋለ), ማለትም, ጭምብል;
የማይጣበቅ ፊልም መምረጥ አለበት የወረቀት ቴፕ አያስተላልፍም;
ፀረ-የማይንቀሳቀስ የወረቀት ቴፕ ለ IC ጥበቃ ጥቅም ላይ መዋል አለበት;
ጥበቃን ለመከላከል ለአንዳንድ መሳሪያዎች በስዕሎች መስፈርቶች መሰረት;
4. እርጥበቱን ያጥፉ
ካጸዱ በኋላ, የተከለለ PCBA (አካል) ከመሸፈኑ በፊት ቅድመ-ደረቅ እና እርጥበት መደረግ አለበት;
በ PCBA (አካል) በሚፈቀደው የሙቀት መጠን መሰረት የቅድመ-ማድረቂያውን የሙቀት መጠን / ጊዜ ይወስኑ;
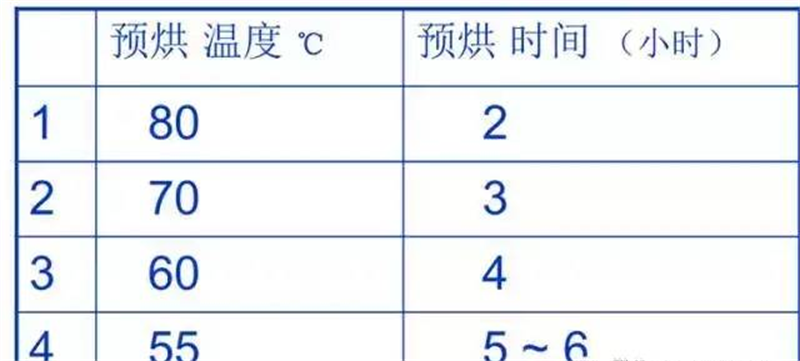
PCBA (አካል) የቅድመ-ማድረቂያ ጠረጴዛን የሙቀት መጠን / ጊዜ ለመወሰን ሊፈቀድለት ይችላል
5 ኮት
የቅርጽ ሽፋን ሂደት በፒሲቢኤ ጥበቃ መስፈርቶች ፣ ባለው የሂደቱ መሳሪያዎች እና አሁን ባለው የቴክኒክ ክምችት ላይ የተመሠረተ ነው ፣ ይህም ብዙውን ጊዜ በሚከተሉት መንገዶች ይከናወናል ።
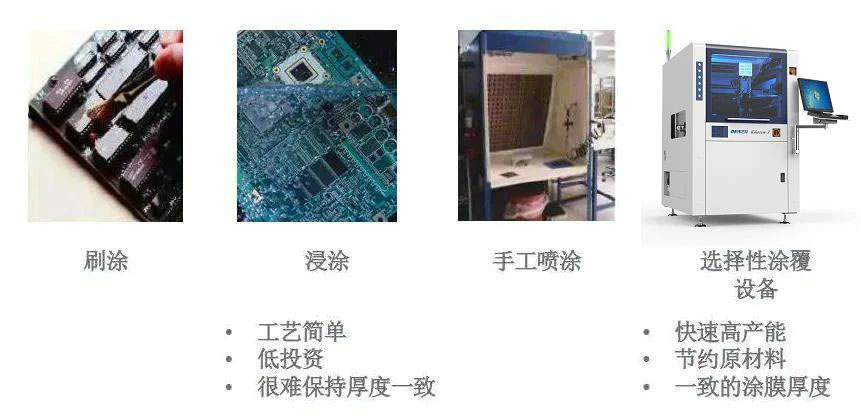
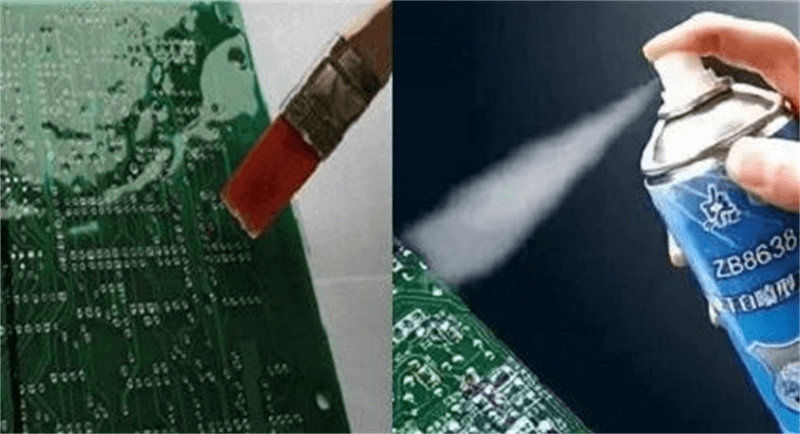
ሀ. በእጅ ብሩሽ
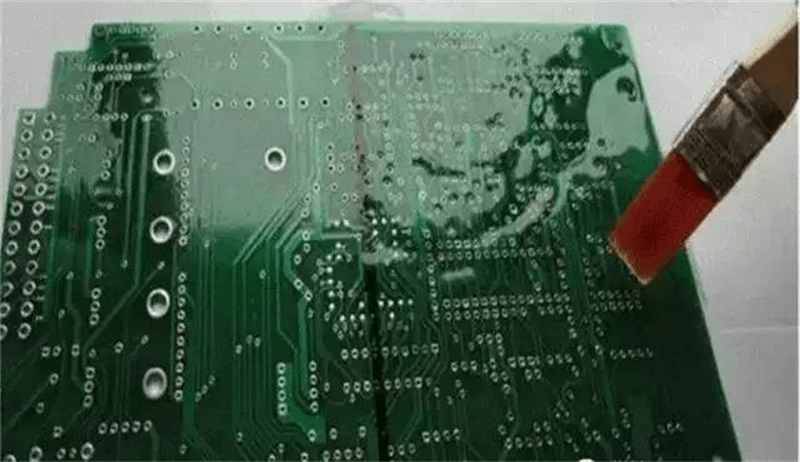
ምስል 13: የእጅ ብሩሽ ዘዴ
ብሩሽ ሽፋን በጣም በሰፊው የሚተገበር ሂደት ነው ፣ ለአነስተኛ ባች ምርት ተስማሚ ፣ የ PCBA መዋቅር ውስብስብ እና ጥቅጥቅ ያለ ፣ የጠንካራ ምርቶችን የመከላከያ መስፈርቶችን መጠበቅ አለበት። የብሩሽ ሽፋን በነፃነት ቁጥጥር ሊደረግበት ስለሚችል, ቀለም እንዲቀቡ የማይፈቀድላቸው ክፍሎች እንዳይበከሉ;
የብሩሽ ሽፋን አነስተኛውን ቁሳቁስ ያጠፋል, ለሁለት-ክፍል ቀለም ከፍተኛ ዋጋ ተስማሚ;
የማቅለም ሂደቱ በኦፕሬተሩ ላይ ከፍተኛ መስፈርቶች አሉት. ከግንባታው በፊት የስዕሎች እና የሽፋን መስፈርቶች በጥንቃቄ መፈጨት አለባቸው ፣ የ PCBA አካላት ስሞች መታወቅ አለባቸው ፣ እና እንዲሸፈኑ የማይፈቀድላቸው ክፍሎች በአይን የሚስቡ ምልክቶች መታየት አለባቸው ።
ኦፕሬተሮች ብክለትን ለማስወገድ በማንኛውም ጊዜ የታተመውን ተሰኪ በእጃቸው እንዲነኩ አይፈቀድላቸውም;
ለ. በእጅ ይንከሩ
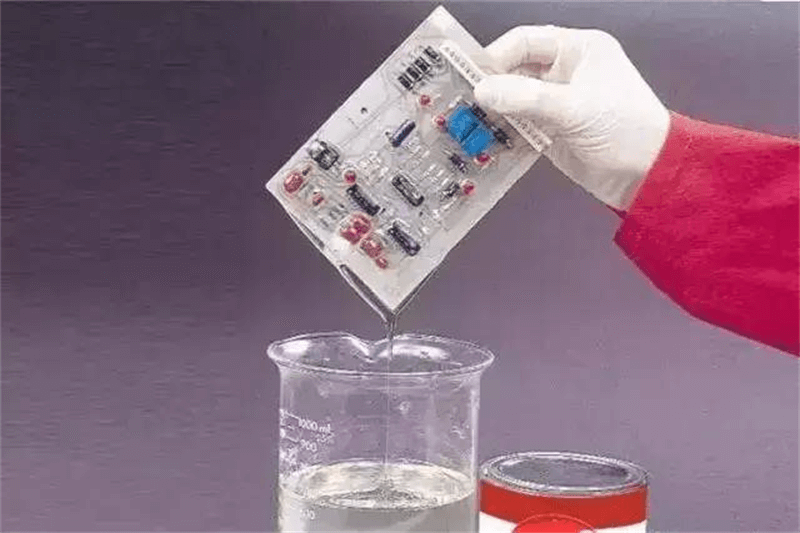
ምስል 14: የእጅ መጥለቅለቅ ዘዴ
የዲፕ ሽፋን ሂደት በጣም ጥሩውን የሽፋን ውጤት ያቀርባል. አንድ ወጥ የሆነ ቀጣይነት ያለው ሽፋን በማንኛውም የ PCBA ክፍል ላይ ሊተገበር ይችላል። የዲፕ ሽፋን ሂደት የሚስተካከሉ capacitors ጋር PCbas ተስማሚ አይደለም, ጥሩ-ማስተካከያ መግነጢሳዊ ኮሮች, potentiometers, ጽዋ-ቅርጽ መግነጢሳዊ ኮሮች እና ደካማ መታተም ጋር አንዳንድ ክፍሎች.
የዲፕ ሽፋን ሂደት ቁልፍ መለኪያዎች:
ተገቢውን viscosity ያስተካክሉ;
አረፋዎች እንዳይፈጠሩ ለመከላከል PCBA የሚነሳበትን ፍጥነት ይቆጣጠሩ። ብዙውን ጊዜ በሰከንድ ከ 1 ሜትር አይበልጥም;
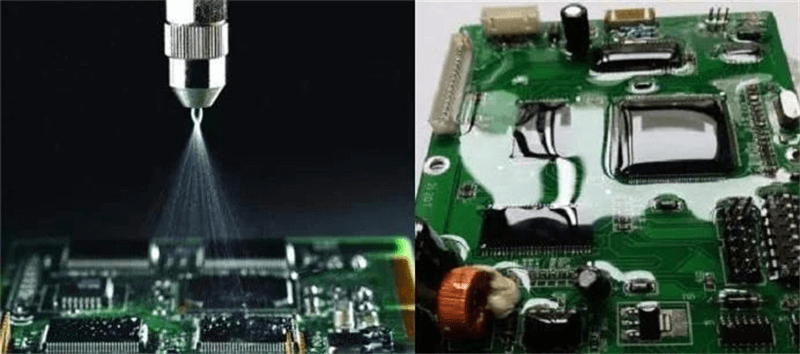
ሐ. በመርጨት ላይ
በሚከተሉት ሁለት ምድቦች የተከፈለ የሂደቱን ዘዴ ለመቀበል በጣም በሰፊው ጥቅም ላይ የዋለ, በቀላሉ የሚረጭ ነው.
① በእጅ የሚረጭ
ምስል 15: በእጅ የሚረጭ ዘዴ
ለ workpiece ተስማሚ, ይበልጥ ውስብስብ ነው, አውቶማቲክ መሣሪያዎች የጅምላ ምርት ሁኔታ ላይ መተማመን አስቸጋሪ, ደግሞ ምርት መስመር የተለያዩ ግን ያነሰ ሁኔታ ተስማሚ, ይበልጥ ልዩ ቦታ ላይ ይረጫል ይቻላል.
በእጅ የሚረጭ ማስታወሻ፡ የቀለም ጭጋግ እንደ ፒሲቢ ተሰኪ፣ አይሲ ሶኬት፣ አንዳንድ ሚስጥራዊነት ያላቸው እውቂያዎች እና አንዳንድ grounding ክፍሎች ያሉ አንዳንድ መሳሪያዎችን ይበክላል፣ እነዚህ ክፍሎች የመጠለያ ጥበቃው አስተማማኝነት ላይ ትኩረት መስጠት አለባቸው። ሌላው ነጥብ ደግሞ ኦፕሬተሩ የታተመውን መሰኪያ በማንኛውም ጊዜ በእጁ መንካት የለበትም ፣ ይህም የፕላስ መገናኛው ገጽ እንዳይበከል ነው።
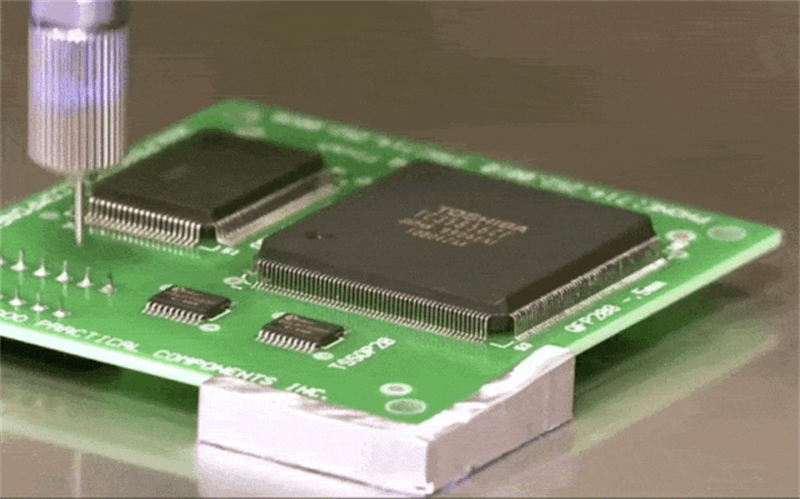
② በራስ ሰር የሚረጭ
ብዙውን ጊዜ የሚያመለክተው በተመረጡ የሽፋን መሳሪያዎች አውቶማቲክ መርጨት ነው. ለጅምላ ምርት ተስማሚ, ጥሩ ወጥነት, ከፍተኛ ትክክለኛነት, ትንሽ የአካባቢ ብክለት. በኢንዱስትሪ ማሻሻያ, የሰው ኃይል ዋጋ መጨመር እና የአካባቢ ጥበቃ ጥብቅ መስፈርቶች, አውቶማቲክ የሚረጩ መሳሪያዎች ቀስ በቀስ ሌሎች የሽፋን ዘዴዎችን ይተካሉ.
የኢንደስትሪ 4.0 አውቶማቲክ መስፈርቶች እየጨመረ በመምጣቱ የኢንደስትሪው ትኩረት ተገቢውን የሽፋን መሳሪያዎችን ከማቅረብ ወደ አጠቃላይ የሽፋን ሂደት ችግር ተለውጧል. አውቶማቲክ መራጭ ማሽነሪ ማሽን - ሽፋን ትክክለኛ እና ምንም ብክነት የሌለበት, ለትልቅ መጠን ተስማሚ የሆነ, ለትልቅ የሶስት ፀረ-ቀለም ሽፋን በጣም ተስማሚ ነው.
ማወዳደርአውቶማቲክ ሽፋን ማሽንእናባህላዊ ሽፋን ሂደት
ባህላዊ PCBA ባለሶስት-ማስረጃ ቀለም ሽፋን፡-
1) ብሩሽ ሽፋን: አረፋዎች, ሞገዶች, ብሩሽ የፀጉር ማስወገድ;
2) መጻፍ: በጣም ቀርፋፋ, ትክክለኛነትን መቆጣጠር አይቻልም;
3) ሙሉውን ክፍል በመምጠጥ: በጣም ቆሻሻ ቀለም, ዘገምተኛ ፍጥነት;
4) ሽጉጥ መርጨት፡ መጠበቂያውን ለመጠገን፣ ከመጠን በላይ መንሳፈፍ
የማሽን ሽፋን;
1) የሚረጭ ሥዕል መጠን ፣ የሚረጭ ሥዕል አቀማመጥ እና ቦታ በትክክል ተቀምጠዋል ፣ እና ከተቀባ በኋላ ሰሌዳውን የሚያጸዳውን ሰዎች ማከል አያስፈልግም።
2) ከጠፍጣፋው ጠርዝ ትልቅ ክፍተት ያላቸው አንዳንድ ተሰኪ አካላት መሳሪያውን ሳይጭኑ በቀጥታ መቀባት ይችላሉ ፣ ይህም የሰሌዳ መጫኛ ሰራተኞችን ያድናል ።
3) ንጹህ የአሠራር አካባቢን ለማረጋገጥ የጋዝ መለዋወጥ የለም.
4) ሁሉም ንጥረ ነገሮች የካርቦን ፊልሙን ለመሸፈን መገልገያዎችን መጠቀም አያስፈልግም, ይህም የመጋጨት እድልን ያስወግዳል.
5) ሶስት የፀረ-ቀለም ሽፋን ዩኒፎርም ፣ የምርት ቅልጥፍናን እና የምርት ጥራትን በእጅጉ ያሻሽላል ፣ ግን የቀለም ብክነትንም ያስወግዱ ።
PCBA አውቶማቲክ ሶስት ፀረ-ቀለም መሸፈኛ ማሽን ፣ በልዩ ሁኔታ የተነደፈው ሶስት ፀረ-ቀለም የማሰብ ችሎታ ያላቸው የመርጨት መሳሪያዎችን ለመርጨት ነው። የሚረጨው ቁሳቁስ እና የሚረጨው ፈሳሽ የተለየ ስለሆነ በመሳሪያው አካል ምርጫ ውስጥ ያለው የሽፋን ማሽን እንዲሁ የተለየ ነው ፣ ሶስት ፀረ-ቀለም ማሽነሪ ማሽን የቅርብ ጊዜውን የኮምፒዩተር መቆጣጠሪያ መርሃ ግብር ይቀበላል ፣ የሶስት ዘንግ ትስስርን መገንዘብ ይችላል ፣ በተመሳሳይ ጊዜ በካሜራ አቀማመጥ እና የመከታተያ ስርዓት የተገጠመ ፣ የሚረጨውን ቦታ በትክክል መቆጣጠር ይችላል።
ሶስት ፀረ-ቀለም ማቀፊያ ማሽን ፣ እንዲሁም ሶስት ፀረ-ቀለም ሙጫ ማሽን ፣ ሶስት ፀረ-ቀለም የሚረጭ ሙጫ ማሽን ፣ ሶስት ፀረ-ቀለም ዘይት የሚረጭ ማሽን ፣ ሶስት ፀረ-ቀለም የሚረጭ ማሽን ፣ በተለይ ለፈሳሽ ቁጥጥር ነው ፣ በ PCB ገጽ ላይ በሶስት ፀረ-ቀለም ሽፋን በተሸፈነው ፒሲቢ ወለል ላይ እንደ impregnation ፣ spraying ወይም spin cover method
የሶስት ፀረ-ቀለም ሽፋን ፍላጎትን አዲስ ዘመን እንዴት መፍታት እንደሚቻል ፣ በኢንዱስትሪው ውስጥ የሚፈታ አስቸኳይ ችግር ሆኗል ። በትክክለኛ መራጭ ሽፋን ማሽን የተወከለው አውቶማቲክ ሽፋን መሳሪያ አዲስ የአሠራር ዘዴን ያመጣል,ሽፋን ትክክለኛ እና የቁሳቁሶች ብክነት የለም, ለብዙ ቁጥር ሶስት ፀረ-ቀለም ሽፋን በጣም ተስማሚ ነው.
የልጥፍ ሰዓት፡- ጁላይ-08-2023





